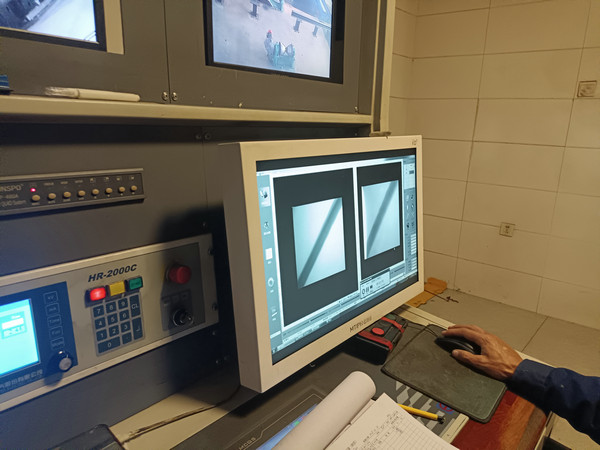
雙面埋弧焊螺旋鋼管機(jī)組由開(kāi)卷機(jī)����、矯正機(jī)���、對(duì)中裝置����、液壓剪���、銑焊機(jī)����、圓盤剪����、銑邊機(jī)、板面清掃設(shè)備�、遞送機(jī)、板邊預(yù)彎設(shè)備�����、成型機(jī)、內(nèi)焊�、外焊、飛邊�、撥出、倒渣��、補(bǔ)焊��、平頭倒棱�、水壓檢驗(yàn)、成品檢驗(yàn)����、除油收集組成。螺旋鋼管的埋弧焊接全過(guò)程如下:螺旋鋼管-埋弧焊的原理:埋弧焊是利用電弧熱能進(jìn)行焊接的����,與手工焊條電弧焊不同的是:埋弧焊的焊絲是的,上面沒(méi)有涂料�,埋弧焊的確焊劑是預(yù)先鋪在待焊處的,埋弧焊焊絲伸入焊劑中���,電弧是在焊劑下燃燒的�。焊絲與工件接觸,按下啟動(dòng)按動(dòng)鈕后�,焊絲與工件通電的瞬間,焊絲回抽�,電弧引燃,焊接小車向前進(jìn)����,焊絲連續(xù)下向輸,維持電弧在焊劑層下燃燒�����,在電弧下方形成焊接熔池�。
雙面埋弧焊螺旋鋼管在電弧周圍��,焊劑熔化形成一個(gè)空洞�,這個(gè)空洞和熔池不斷前進(jìn),而熔池后方的金屬凝固����,形成連續(xù)的焊縫。這個(gè)過(guò)程由于是在焊劑下進(jìn)行的��,因此���,我們用肉眼是看不到的�。借助于X射線攝影可以看到。由于螺旋鋼管采用埋弧自動(dòng)焊的焊接技術(shù)��,除了此種的生產(chǎn)效率高��;生產(chǎn)時(shí)間少�,節(jié)省了換焊條的時(shí)間;焊接條件干凈無(wú)飛濺���,節(jié)省了清理的時(shí)間����;焊縫質(zhì)量高�。也為螺旋鋼管廠的交貨提供了必要的條件,使得量大的螺旋鋼管生產(chǎn)時(shí)間得到保證��,因此還是被廣泛采用著�。厚壁螺旋鋼管生產(chǎn)控制首先就是提高鋼管的塑韌性,提高鋼水的潔凈度�,減少有害夾雜,提高鋼管的整體質(zhì)量�。在生產(chǎn)過(guò)程中采用合理的冷卻制度,避免內(nèi)部出現(xiàn)����。

頁(yè)面版權(quán)備注
本文版權(quán)歸 滄州銘添管道有限公司 所有�����;本文共被查閱 1348 次���。
當(dāng)前頁(yè)面鏈接:http://2so.net.cn/products_13/1564.html
未經(jīng)授權(quán),禁止任何站點(diǎn)鏡像����、采集、或復(fù)制本站內(nèi)容��,違者通過(guò)法律途徑維權(quán)到底���!